

■ Moldex3D
前言
虛實整合 (Cyber-Physical System, CPS) 是工業 4.0 系 統的關鍵技術之一,若運用在射出成型領域中,就是模 流分析與實際生產機台的虛實整合。然而受限於機械加 工、材料、控制器性能等相關因素,使得理論與機台實 際情形總是存在部分差距,如何縮短虛實間的差距並有 效展現整合的綜效,是一個重要的課題。
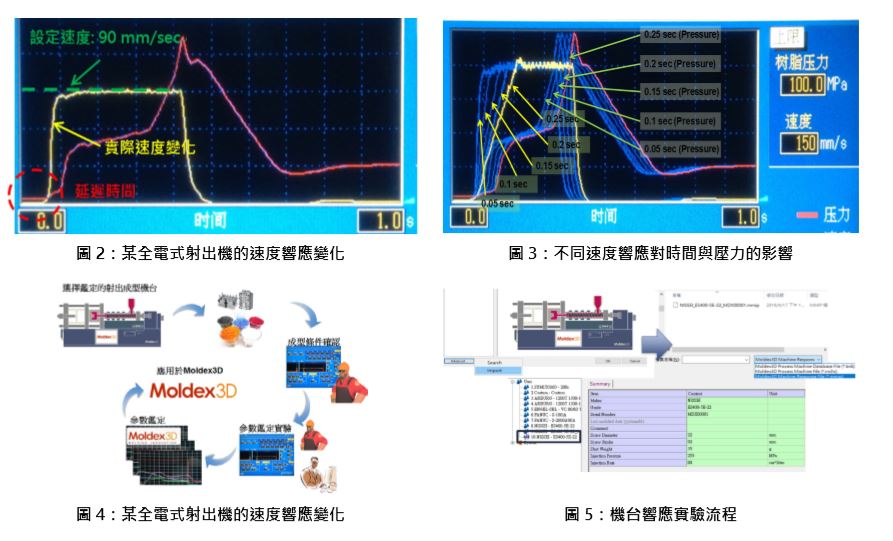
射出機的速度與壓力響應的一般認知是,全電式射出機 的速度響應較快,油壓式射出機的速度響應較慢(如圖 1),以及設定多少的充填速度和保壓壓力,機台就應該 有多少的充填速度和保壓壓力。然而實際上,射出機台 中由於控制器的控制模式及效能等問題,表現出來的響 應結果與理論會有些許落差。圖2為某廠牌之全電式射 出機的速度響應結果,設定速度為90mm/sec,由圖中 可以得知射出速度並非立即開始,而是會有一段克服阻 力所導致的延遲時間後,才會逐漸達到設定的速度。當 實際射出速度約達到設定速度的95%時,又會開始降 低機台的響應速度,直到射出速度達到設定速度值。這
樣的速度響應模式是很難用人工方式設定的,而透過 機台鑑定,就可自動判斷這些模式並帶入分析中。世 界最專業的CAE模流分析軟體供應商,解決用戶在產 品開發上的障礙,協助排除設計問題,優化設計方案, 縮短開發時程,提高產品投資報酬率。
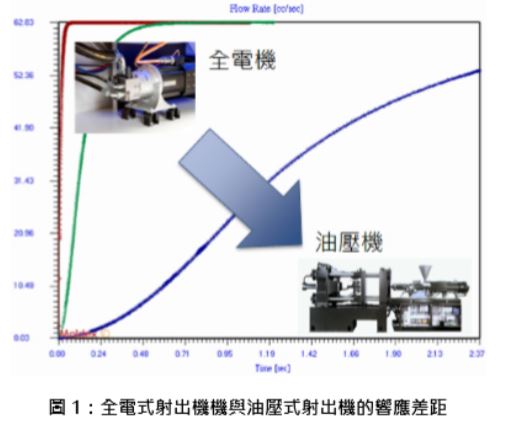
圖3為設定相同的射出速度(120 mm/sec)、並修改不 同之速度響應所造成的影響之比較。從圖中可發現當設定的響應時間越快,則達到速度設定值越快;設定 的響應時間越慢,則達到速度設定值越久。此外由射 出壓力結果中也發現,雖然設定相同的速度值,但由 於速度響應值不同,使得射出壓力的值也不同,達到 VP切換位置的時間也不同。
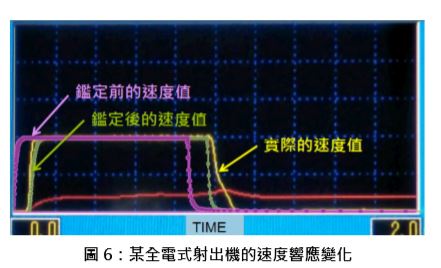
為了能夠掌握機台響應的帶來的影響,Moldex3D採 用實驗方式收集機台響應數據,其機台響應實驗流程 如圖四,使用者可以選擇工廠內所使用的射出成型機 型號、模具與材料,收集不同的速度與壓力設定的實 驗結果,再藉由控制理論,鑑定此射出機之響應參數, 進而應用於Moldex3D模流分析。完成機台參數鑑定 後,使用者需將機台參數檔放置於Moldex3D成型精 靈之機台資料庫內(如圖5),之後在成型精靈之機台 頁面中選擇鑑定好的機台,不需改變任何設定模式。 Moldex3D Solver 進行分析時,便會自動依據實際機 台響應,作為分析時的設定條件,讓分析結果可以更 貼近實際的狀況(如圖6)。■
更多資訊請參閱下列網站
科盛科技網站:www.moldex3d.com
