

■ Moldex3D/ 林秀春 協理
【內容說明】
現在是講求數據的時代,如何有效利用工具快速累計大量有效的數據,是公司成長的動能及競爭力。透過Moldex3D 的iSLM 模組進行知識庫大數據管理,可有效協助用戶大量累積電腦科學試模的數據,是設計、製造與現場生產的知識庫,效益非常顯著,請參考以下重點:
• 將成功與失敗的案例知識彙整成公司內部的經驗與傳承;
• 新人培訓可以快速有效率省時省力(系統建立完整易學易用);
• 不管是工業幾點零,大數據都是公司內部必要的,也是未來的基本資訊;
• 現在人力吃緊新人不好找不好培訓的時代,利用正確工具可有效地幫公司省時省力創造競爭力;
• iSLM 以大資料驅動“T 零”量產,輔助智慧設計與工作流程管理,現在開始,效益看得到。
iSLM 為一智能模擬生命週期管理系統,能幫助設計與製造,有利於CAE 從業人員克服種種挑戰。它是一個建於網頁的系統,可以讓多個團隊存取及搜尋資料,解決製程問題。
案例分析之結果與討論
本案例為5cc 針筒64Cavities 多模穴針筒的產品,在流道設計方面,其長度、尺寸上均採自然對稱設計,但因形成群組的流動差異,以及溫度、重量的微小差異,仍會出現產品品質不一致的問題。
透過模流分析發現,流動差異是由流道的剪切生熱分布不均所造成,在圖4 可以看到流動有長短腳的現象,相差約1mm。在此份分析中可以明確看到相關的統計圖資料,如圖5 為每穴產品厚度的分佈,而透過圖6 可知約70% 的針筒之厚度落在1.06mm 左右,這些數據將來可供公司的新進開發人員參考。
圖7 為每穴產品溫度的分布,而透過圖8 可知約36%的針筒溫度分佈在230° C 以上,40% 落在210° C 左右,一般注射筒及推桿的材質為PP/PE 塑膠材質,若射出溫度接近加工溫度,顯示該區域塑料流動性良好,熱塑料不斷流入補充熱量,熱對流效應明顯,而能使塑料保持高溫狀態,代表肉厚設計佳。此外,還可針對局部溫度低的區域重點檢視,提早預防短射與缺料的問題發生,建立現場的試模資訊,並將其數據載入iSLM 模組快速累計可靠資訊。

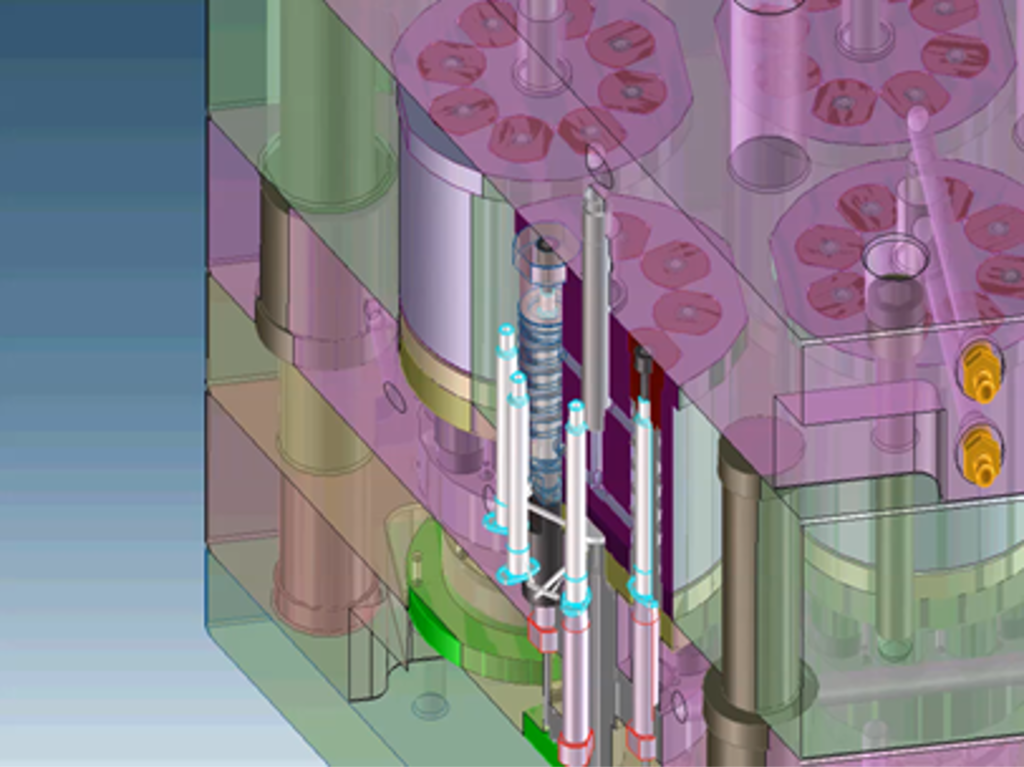
圖1: iSLM 為一智能模擬生命週期管理系統;圖2:模具與產品幾何結構
由圖9 可知每個模穴內產品澆口隨時間的流率變化,由曲線得知每穴的歷程不重疊一起,代表每穴產品是會有差異的。圖10 則顯示每個模穴內產品隨時間的重量變化,可透過統計圖表檢查64 穴的各穴產品重量比較,將尺寸可能會有變異的挑出來,確認其是否為不良品,並記錄下來,這些資料可以提前取得並即時反映相關的異常數據給團隊成員,除了可達到事前改善之外,將來還可以有利於用戶在現場時做出立即判斷。如果是提前找出可能的原因並發出預警,可以讓團隊能夠有充分的時間找到問題癥結。
圖11 射嘴的壓力隨時間的變化,以此可以判斷64 穴的模具需要多大的射出壓力,透過分析掌握真實機臺所需的數據,並輸入iSLM 將獲得此模具模穴數的壓力參考,因這些數據經仿真與真實驗證過,所以參考價值相對高,可以讓人在調機時一次到位,不需浪費大量試模材料。圖12 則是模具隨時間增長所需的鎖模力預估。■
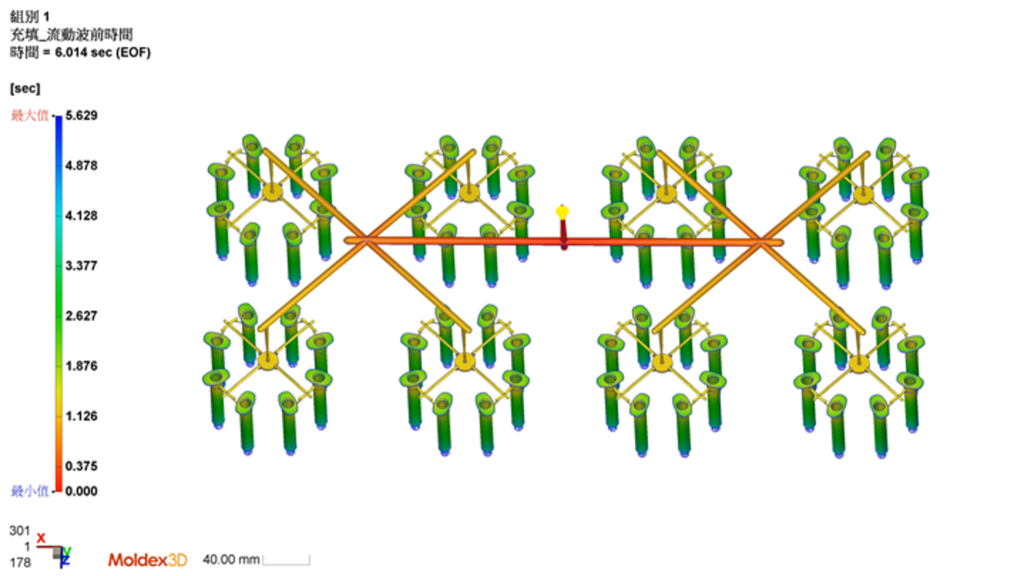
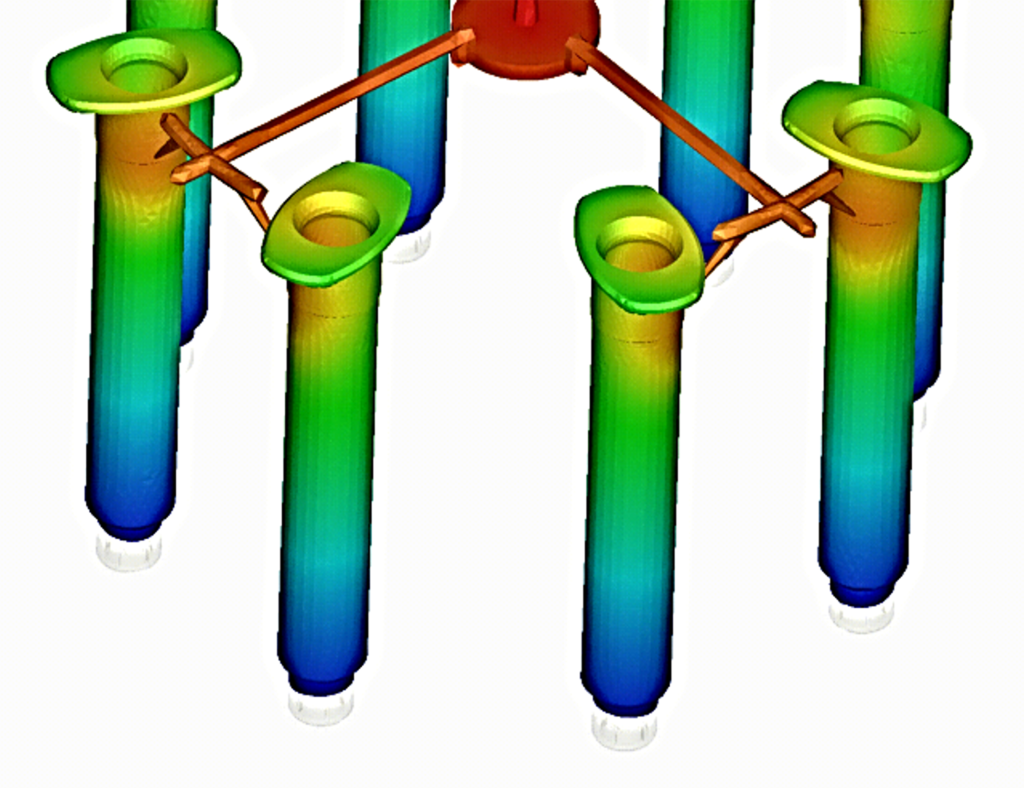
圖3:一模64 穴 ; 圖4:對稱十字型流道設計,流動差異
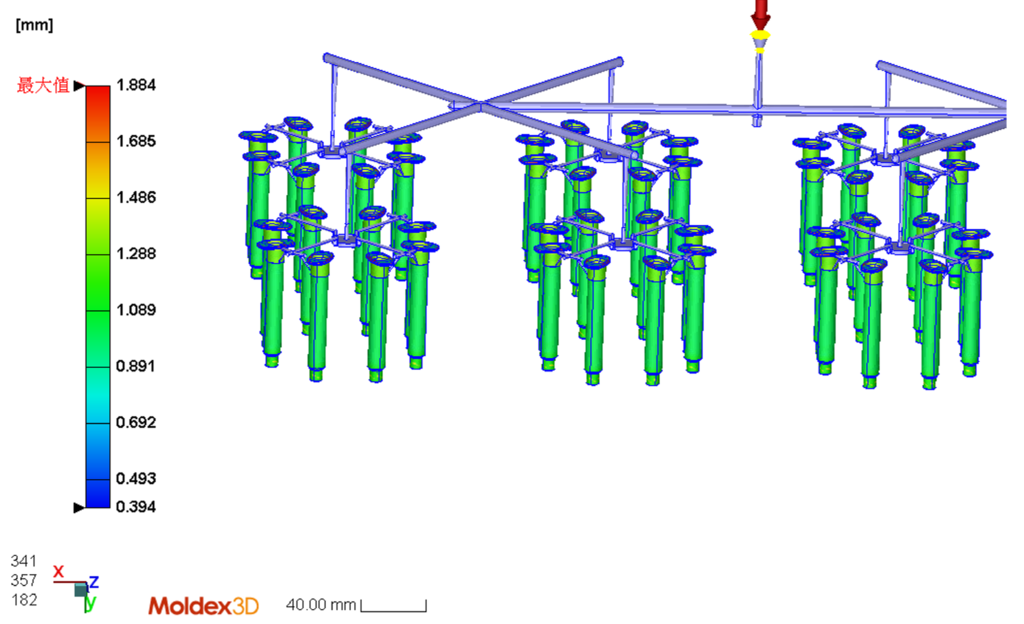
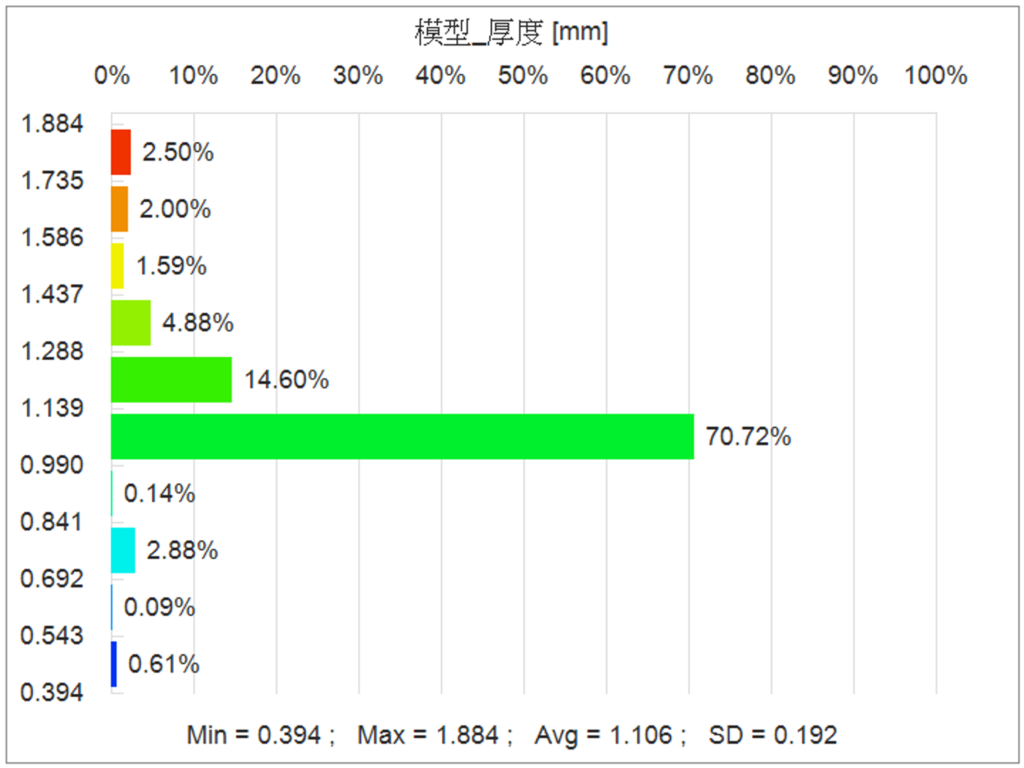
圖5:每穴產品厚度的分布;圖6:產品厚度的統計分布
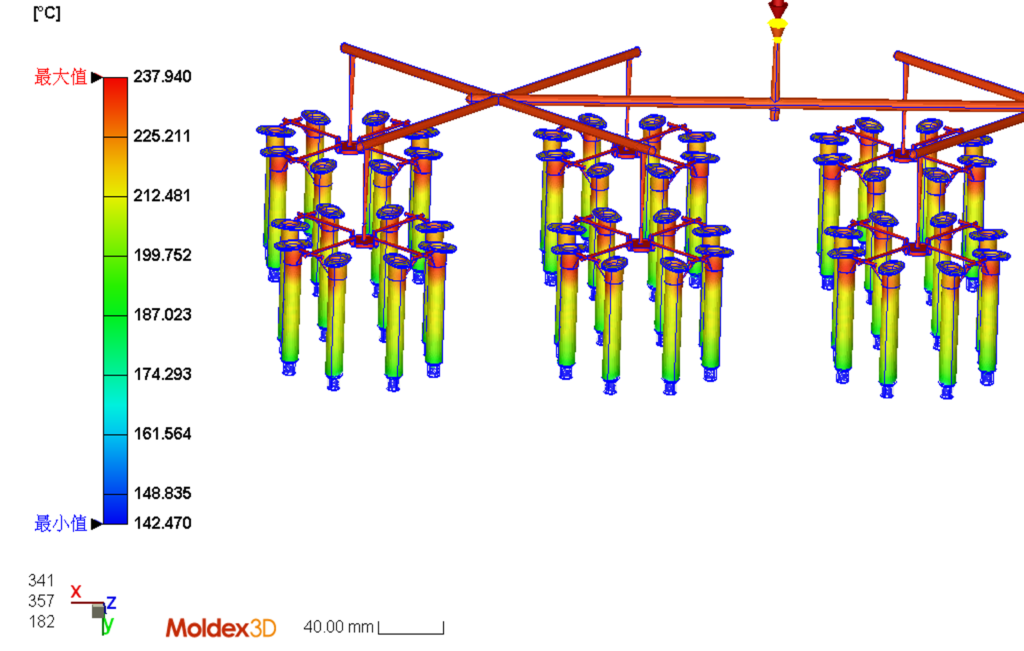
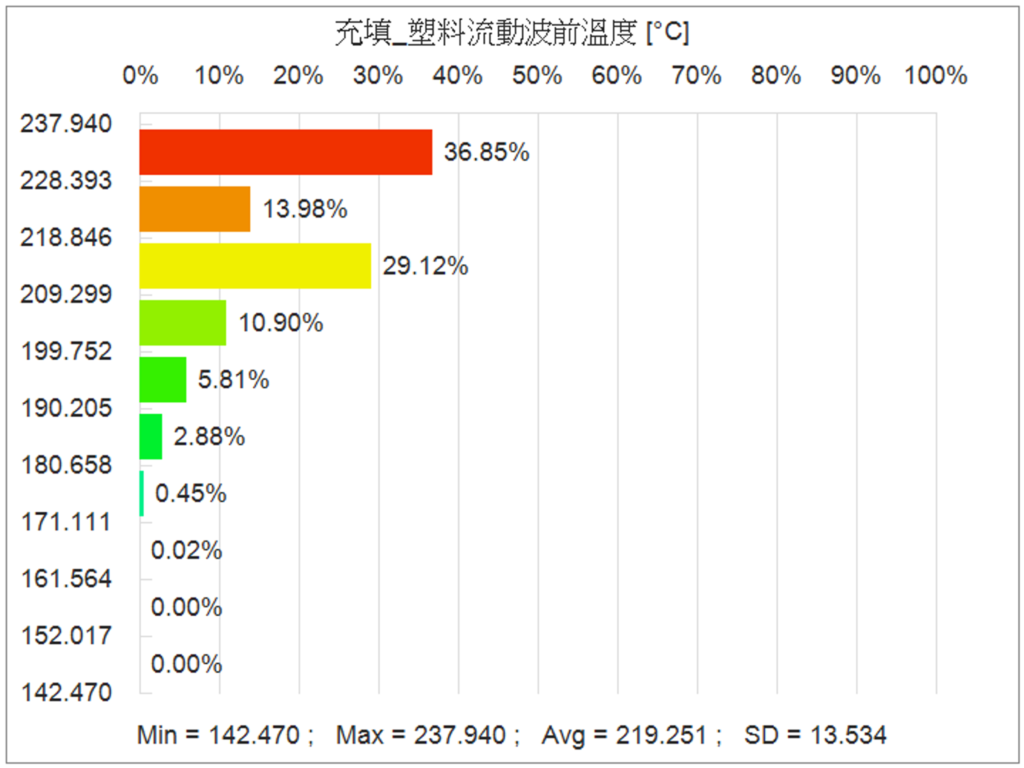
圖7:每穴產品溫度的分布;圖8:產品溫度的統計分布
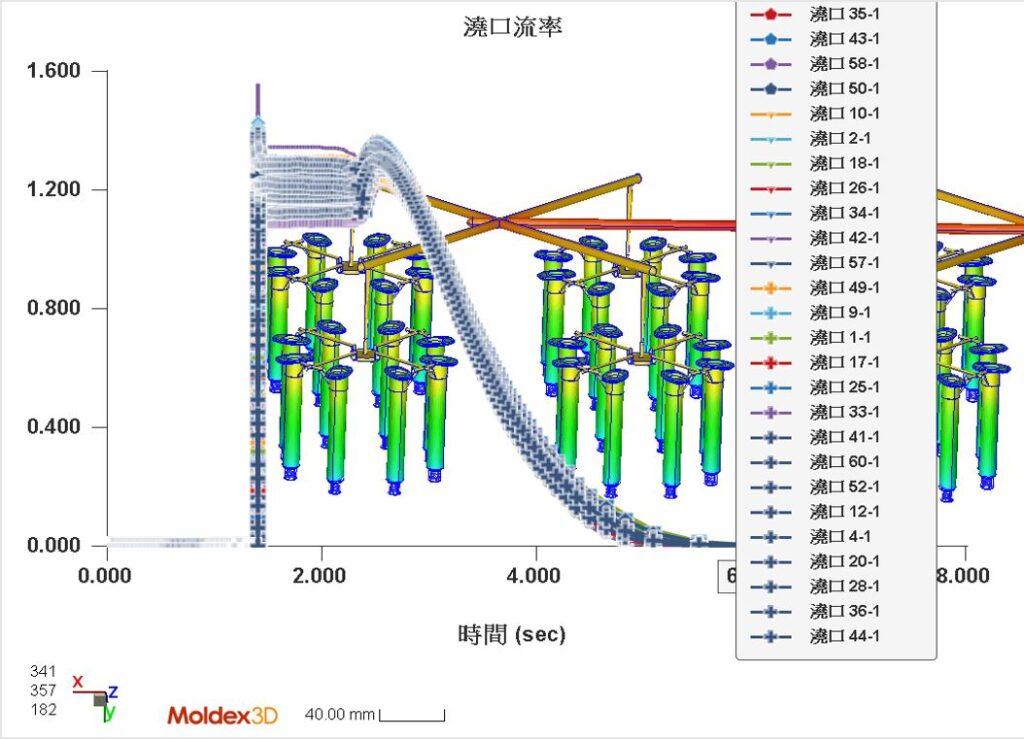 圖9:每個模穴內產品澆口隨時間的流率變化
圖9:每個模穴內產品澆口隨時間的流率變化 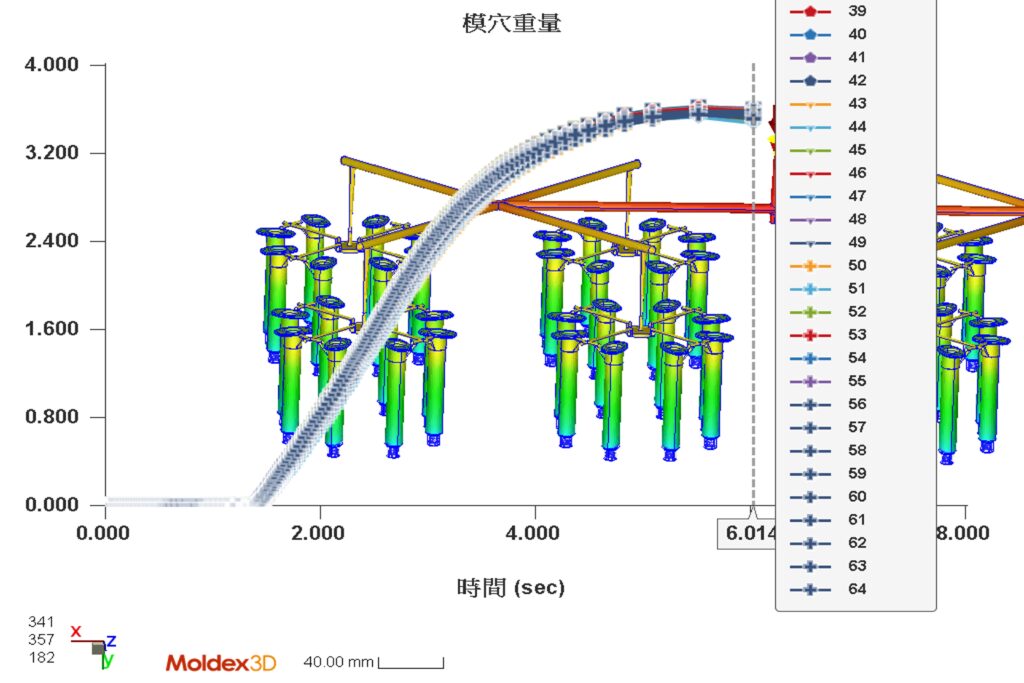 圖10:每個模穴內產品隨時間的重量變化
圖10:每個模穴內產品隨時間的重量變化
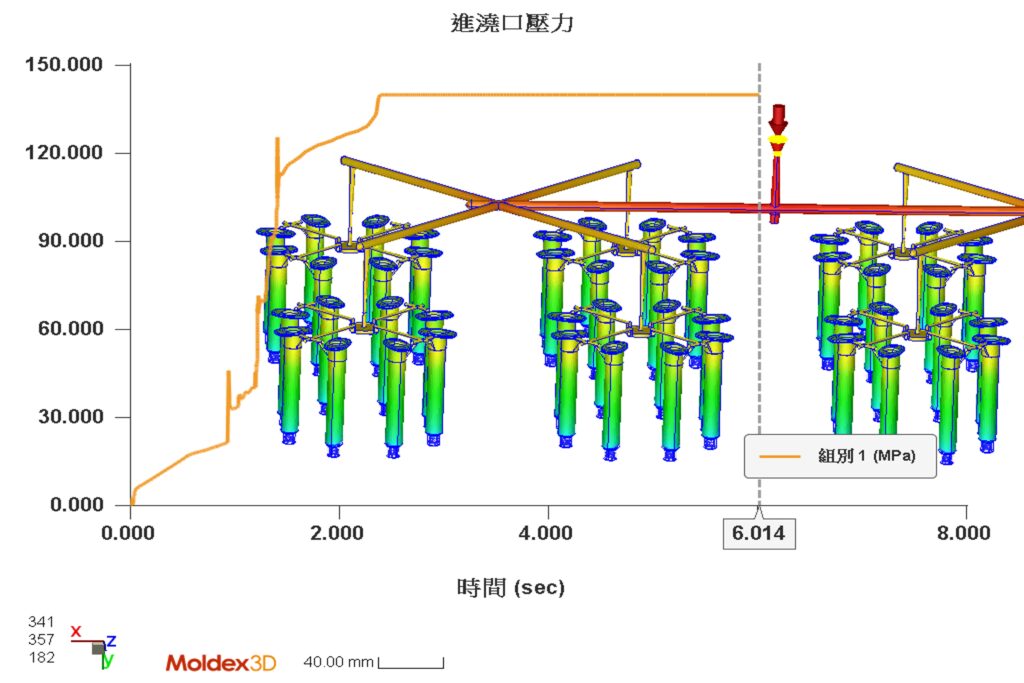
圖11:射嘴的壓力隨時間的變化 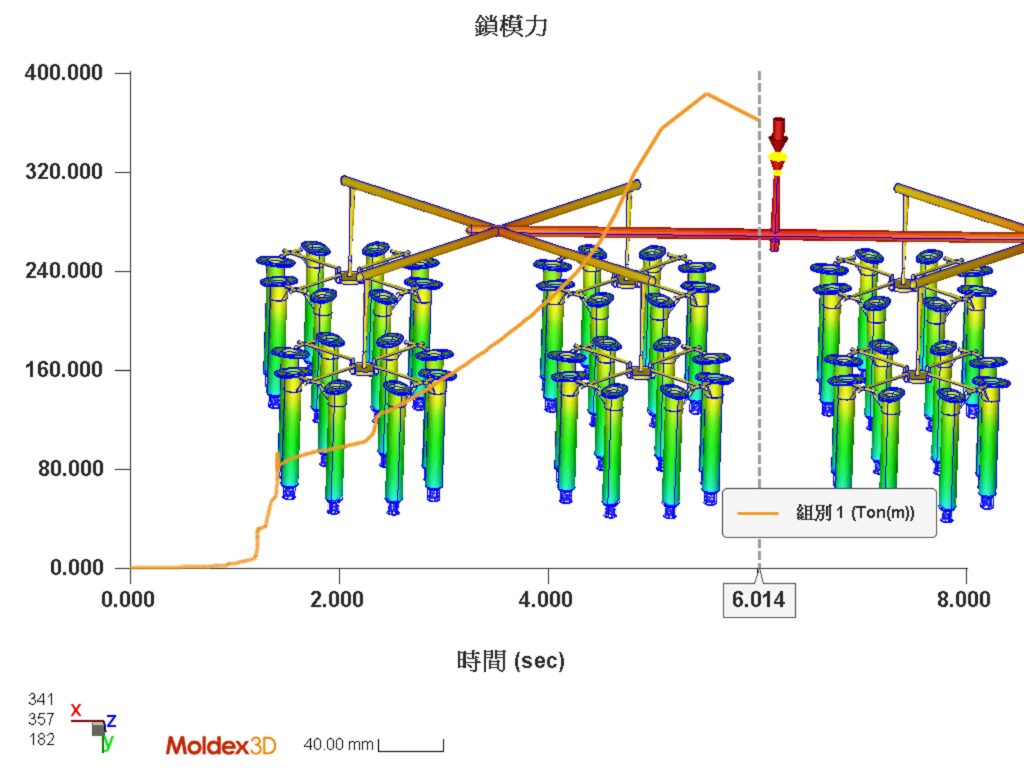
圖12:模具所需的鎖模力預估
