
■ ACMT/ 邱耀弘
接續五月刊( 七月刊將有第二單元)
1.4.1 Grinding stage 研磨階段
Coarse grinding is used to remove all damage introduced during abrasive sectioning and provide a planar surface for further preparation. It may also be the means of locating a specific feature in a defect analysis, where the sample is ground to the location of a feature of interest. Subsequent grinding steps with finer abrasives are intended to remove the damaged layer produced in the previous step. As processing proceeds and finer abrasives are used, the damaged layer becomes thinner.
In the grinding process, variables such as sample pressure, cutting speeds, abrasive concentration, and grinding times are operator controlled and should be regulated to fit the specific application. In the vast majority of procedures, a coolant/lubricant is used to facilitate grinding and protect the sample from further damage. Alloy type, sample hardness, size, shape, etc. all control the effectiveness of the grinding medium.
粗磨是用來去除因切割樣品所有造成的損傷以進一步製備觀察平面,它也可能是一個特定的功能用來作為缺陷分析中定位的方式,使樣品可以容易觀察到感興趣的特徵位置露出。隨後的研磨步驟與細磨料的目的是消除前面一步產生的損壞層,隨著處理的步驟往下而用更細的磨料,損壞的層將變得更薄。在磨削過程中,如施加於樣品的壓力、切削速度、磨料濃度和研磨時間的變數是操作員來控制,並應加以調節,以適應特定的應用。在絕大多數的程式中,冷卻劑/ 潤滑劑是用來促進磨削和保護樣品免受進一步的損害。合金類型、試樣硬度、尺寸、形狀等均控制磨料的有效性。
During grinding, the abrasive particles embedded in a substrate material will crack, break, or wear. As this happens, the effectiveness of the grinding step is diminished.在研磨過程中,磨料顆粒有可能嵌入樣品表面,或是破裂或磨損。
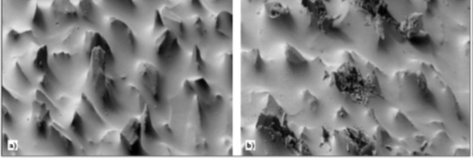
( 接續5 月刊圖片順序) 圖13:P1-Fig.13 Appearance of SiC paper in a new (un-used) condition and after 30 seconds use. 碳化矽砂紙的表面,a) 為新的未用過的砂紙,b) 已經使用30 秒之後。可以看到碳化矽顆粒破斷的樣子。
A b r a s i ve pa r t i c l e s m a y s t i l l b e p re s e n t o n the substrate, but their abrasion rate will be substantially lower compared with the original paper. Where preparation processes are designed to be predictable and reproducible, overusing or reusing grinding papers is discouraged. In most situations, grinding for a time <30 seconds per paper is recommended. This effect can be seen in P1-Fig.13, where the cutting surfaces of a new SiC paper are shown in the (a) image and the condition of the same paper after 30 seconds use is shown in(b). Abrasive particles remain in the used paper, but many have been broken and removed and the performance of the paper is unknown. Abrasive particles may still be present on the substrate, but their abrasion rate will be substantially lower compared with the original paper. Where p re pa r a t i o n p ro c e s s e s a re d e s i g n e d to b e predictable and reproducible, overusing or reusing grinding papers is discouraged. In most situations,grinding for a time <30 seconds per paper is recommended. This effect can be seen in P1-Fig.13, where the cutting surfaces of a new SiC paper are shown in the (a) image and the condition of the same paper after 30 seconds use is shown in (b). Abrasive particles remain in the used paper, but many have been broken and removed and the performance of the paper is unknown.
研磨過程中,磨粒可能仍然存在於基板上,但比起原來的狀態,磨料的磨損率將大大降低切削能力。在製備工藝的設計是可預測和可重複性,過度使用或重用研磨紙是令人沮喪的。在大多數情況下,研磨一次,每一張砂紙30 秒以內的加工是被建議遵守的。這種效果可以在P1- 圖.13 中看到,一張新的碳化矽紙的切割表面示於(a) 圖像和相同的紙張的條件下,在經過30 秒後使用顯示在(b)。研磨顆粒仍然在使用的紙張上,但許多顆粒已被打破打斷,甚至不見了,這張砂紙的性能將是未知的。
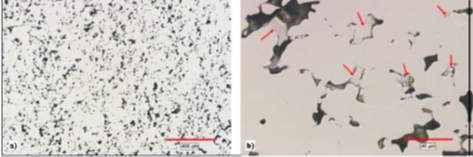
圖14: P1-Fig.14 As-polished surface photographed at two magnifications. The unopened porosity is not as apparent at the lower magnification (a), while in the (b) image, covered or filled pores are obvious, unetched 在拋光之後的表面以兩種放大倍率觀察。圖(a) 封閉型的孔隙在較低的放大倍數是不明顯的,而在圖(b) 就能夠清楚的分辨孔洞是覆蓋或填充,金相未經蝕刻
1.4.2 Polishing 拋光
At the conclusion of grinding, a small deformed layer remains. This is removed through coarse and fine polishing. As with grinding, polishing is essentially an additional number of machining steps, but with much finer abrasives. There may be two or three individual steps with the cloth type usually changing with the change in abrasive particle size. The cloth and abrasive type, along with the particle sizes, are dependent on the material being prepared. As stated earlier, diamond and Al2O3 are the most frequently used polishing abrasives, although other polishes are used with specific metals and alloys.樣品在研磨後,一個小的變形層仍然殘留著,這時便可以通過由粗到精的拋光工序去除。與研磨一樣,拋光基本上是一個額外的加工步驟,使用著更細的磨料來進行。有可能需要兩個或三個單獨的步驟與拋光布類型,通常是改變來配合磨料細微性的變化。布和磨粒類型,隨著拋光顆粒粒徑的大小,依據於所製備的樣品材質有所不同。如前所述,鑽石和氧化鋁是最常用的拋光磨料,雖然其他拋光可能是用特定的金屬和合金。
Often, a three step procedure is used. Coarse polishing removes the scratches and damage from fine grinding. The intermediate step is usually where the pores are defined and opened, and final polishing removes the finest scratches; those from the second polishing step.通常,拋光使用三個步驟,粗拋去除細磨的划痕和損傷;中拋的步驟通常是在去除開放的細孔,並最終拋光去除細小划痕,那些從第二個拋光步驟產生的痕跡。
Having the pore structure revealed accurately is of critical importance when preparing PM materials.在製備粉末冶金材料的金相時,準確的孔結構表現是具有重要的意義。
If the pores are not open, the appearance of the as-polished and etched microstructures cannot be correct and the results from any analysis are questionable.
It is sometimes difficult to recognise the closed pores at a low magnification, but at a higher magnification, the condition is apparent. This is shown in P1-Fig.14 where image (a) is at a low magnification and (b) is a higher magnification view of the same surface. Arrows indicate locations of some of the closed pores in (b).
如果孔洞是不開放的,作為拋光和蝕刻的微觀結構其外觀是不正確,而分析的結果便是值得商確的。有時很難識別低放大倍率時的封閉的孔,但在較高的放大倍率,條件是明顯的。如P1- 圖.14 所示的圖像(a) 是在低放大倍率和(b) 是一個更高的同一表面的放大倍率。箭頭表示某些封閉孔的位置。這樣的顯微結構就是非常經典的粉末冶金材料的金相。
Recommendations 推薦
The following are a few suggestions for the metallographic preparation of PM materials:以下是製作PM 材料金相時,建議要注意的一些事項:
- Samples must be cleaned between eachgrinding and polishing step. 樣品必須要在研磨拋光確實的清潔乾淨
This will help prevent the carry-over of a coarser grinding or polishing abrasive to a finer grinding paper or polishing cloth. Washing the samples with soap and warm running water helps keep surfaces clean. An ultrasonic cleaner is also recommended. 這是為了避免將上一級研磨或拋光的粗顆粒帶到下一級而污染了研磨或拋光布料。請確實的用肥皂水或是清水清洗樣品的表面並保持樣品表面的干淨,最好加上超音波震盪。
- During polishing, using an etchant before the intermediate step can help open the pores.在拋光過程時,在下一步驟研磨前使用蝕刻液能夠幫助打開開放孔。
Where the preparation procedure is intended to remove a controlled amount of material using abrasives, the etching process will help by chemically removing material. Do this with caution, over-etching at this stage can distort the size and shape of the pores.如果金相製備過程是用磨料來去除並控製材料的移除量時,那麼利用蝕刻將有助於通過化學法來去除材料。小心,在這個階段的蝕刻會扭曲孔洞的大小和形狀。
- PM materials often retain water and lubricant from cleaning and polishing.粉末冶金的材料經常會殘留水和潤滑劑在清洗或是拋光之後
Placing the prepared samples in a vacuum chamber can help dry the samples prior to analysis.建議分析金相樣品之前,建議使用真空乾燥方式把殘留液體抽乾。
After preparation 備製之後
At the conclusion of sample preparation, cleaning, and drying, the samples are ready for inspection and documentation. With the samples prepared correctly and free of stains, the colours of the as-prepared and etched surfaces should be characteristic of the alloy, phase, transformation product and constituent. White, tan, blue, or orange features should appear the same in photomicrographs.在以上結論中討論到的樣品製備、清洗和乾燥,樣品已準備好檢查和文件化的紀錄。隨著製備的樣品是正確和沒有污漬的,所製備和蝕刻後的表面的顏色應是合金、相、轉化產物和成分的特性。白色、棕色、藍色或橙色的功能應該出現在同一張照片中。
Any change in appearance from what occurs naturally or in the etched/ stained condition should be investigated. For example, ferrite and retained austenite are naturally white and should be reproduced as white. Any color shifts from improper microscope or camera adjustments should be corrected to make the reproduction and documentation of the microstructure more accurate.任何在外觀上的變化,自然或在蝕刻/ 染色的條件應進行調查。例如,鐵素體和殘餘奧氏體都是白色的,也應該是白色的。任何顏色的變化,例如不正確的顯微鏡或相機調整,則應予以糾正,使再現性和報告的微觀結構更準確。
With the extensive use of digital imaging, there are several possible causes for these color shifts. They include uneven sample illumination, improper voltage setting of the microscope lamp, color temperature or white balance setting on the camera, or software shading correction.隨著數值成像的廣泛使用,這些顏色的變化有幾種可能的原因,包括不均勻的樣品照明、不正確的電壓設置的顯微鏡燈、顏色溫度或白色的平衡設置在相機上,或軟體陰影校正。
All efforts should be made to ensure these variables are controlled, thus producing the best images possible.應盡一切努力,以確保這些變數被控制,從而產生最佳的圖像可能。
References 參考文獻
[1] S A Saltykov, Stereometric Metallurgy, Technical Documents Liaison Office, Unedited Rough Draft Translation, Wright Patterson Air Force Base, 1961, pp. 55-56.
[2] Gunter Petzow, Metallographic Etching, American Society for Metals, Metals Park, OH, 1976, p.9. ■
